
重型鍛件徑向鍛造的加工
發布時間:2016/06/05 點擊數:3048
重型鍛件徑向鍛造是專門加工實心或空心軸類零件的旋轉鍛造方法。鍛造時﹐分布在棒料圓周方向的錘頭(2~8個)對工件快速和同步鍛打。如工件為圓截面﹐則一面低速旋轉﹐一面軸向進給移動﹔如工件為非圓截面﹐則只軸向進給而不旋轉。徑向鍛造的特點不需要專用模具﹐能按預定程序鍛出精密的軸類零件。徑向鍛造每次壓縮量小﹐每分鐘鍛打次數高﹐一般為240~1800次/分﹐能提高金屬的塑性。這種方法可用於熱鍛或冷鍛。
重型鍛件的精度﹕熱鍛的外徑±?0.5毫米﹐內徑±0.1毫米﹔冷鍛的外徑±0.1毫米﹐內徑±0.01毫米。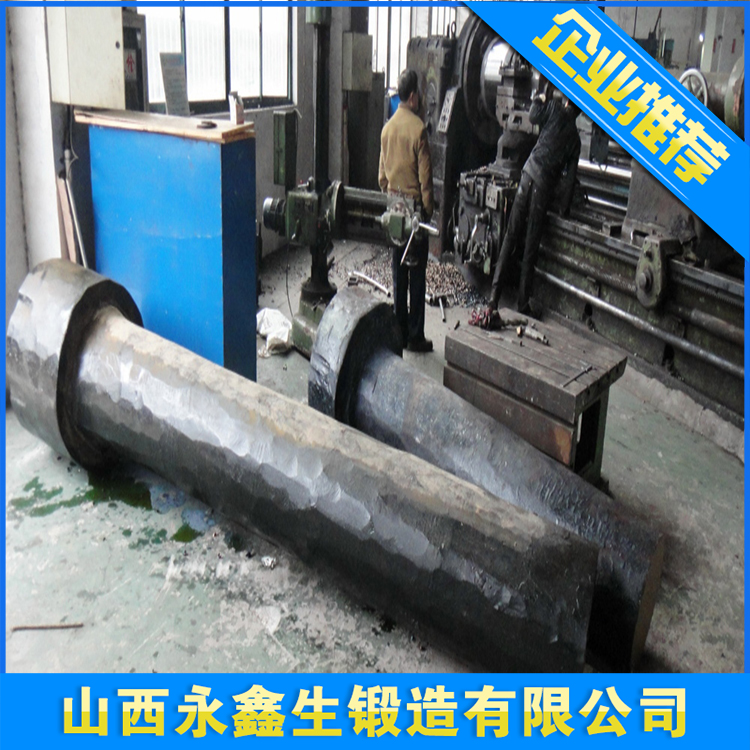
鍛造所用設備分精鍛機和輪轉鍛機兩類。用精鍛機鍛造時﹐工件一面軸向送進一面旋轉﹐錘頭徑向鍛打。這類機器多用程序控制﹑數字控制或微處理控制系統自動操作﹐生產效率高﹐用以建立熱鍛火車軸等自動生產線和冷鍛槍管來復線等。精鍛機有立式和臥式之分。還有一種設備鍛造時﹐工件只送進﹐不旋轉﹐多用于鋼廠﹐將鋼錠直接鍛成方鋼﹑扁鋼等。輪轉鍛機有2或4個錘頭﹐錘頭一面圍繞工件轉動﹐一面對向工件徑向鍛打﹐工件只軸向送進。輪轉鍛機結構簡單﹐價格低﹐但自動化程度低﹐噪音大。以上文章由永鑫生鍛造廠原創如需轉載請注明出處!
我們只做好鍛件m.kaixindian.com.cn

文章原創如需轉載請注明永鑫生鍛造廠提供!
上一篇:重型鍛件的質量好壞對于航海船業的影響 下一篇:重型鍛件的變質處理


